Talk about one example of surface treatment in recent days.
We are entrusted to design and made a new design anchor magnet. The magnet is used in port to fix boat and equipment.
The custom give the size of the product and requirement of pull force.
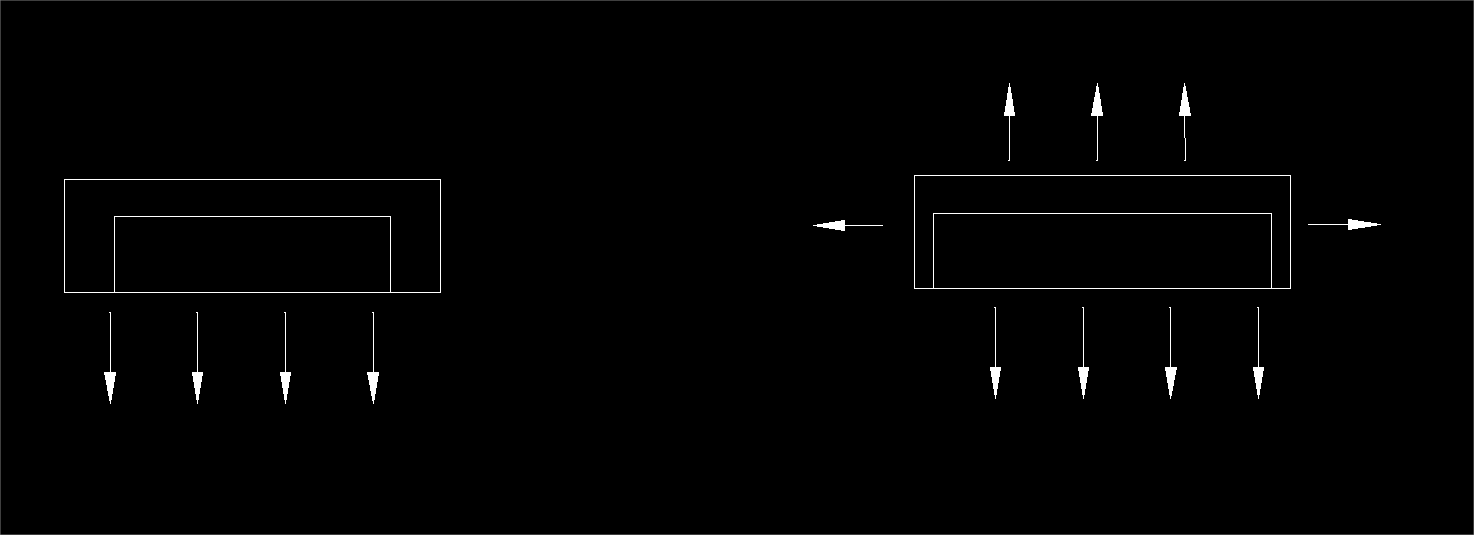
First, we determine the size of magnet of the anchor. One of the key for the pull force is that you need to have enough thicknesss of shell or the magentci power would seperate from the other sides of the shell rather tahn put all the power in the side which we want. Like the picture below shows, these two magnetic pot has the same out size, but the right one has the large magnet. Will the right one has better magnetic power? Not definitely. Cause part of power go throgh the other sides that desperate its power. While the left one has the good isolation, all the magnetic power is focus one side that make the pull force be in the highest.
Let’s come back to the anchor magnet, we made a module put the magnet disc in the bottom, and tested its force. It shows it can provide more than 1000kg of power.

The customer is also very glad that we made the sample quickly and did not waste too much magnetic force, while then they want to increase the lifetime of it. They want the result of the Salt spray test would be more than 300 hours.
The current surface treatment of the magnet is coated Ni, Grade 5 electroplating. Even that, the best result is that it can keep no rust for around 150 hours.
One way to do this is to coat rubber to cover the Ni cladding. Rubber is a good isolation material, which could cut the transport of water and ionized atoms, also are good at Abrasion resistance.
However, the cladding has thickness! Especially for the rubber. The thickness of the rubber is 0.2~0.3mm, while the broken power falls to less than 700kg.
That thickness makes the performance very different, if we want to make it keep the same pull force, we need to add the size of the magnet and the shell. That would increase a lot of costs. Consider the life cycle and the whole cost. Obviously, it is not the best choice.
Another way is to add anobe rob to connect with the magnet, we can protect it by sacrificial anode. However, it needs to drill a hole in the shell for the space of the anode stick, which requires a new mold. So, it is a potential option.
Also, the shell has a rust problem too. We decide to Spray paint on the shell. But the spray like the rubber coated, also has thickness. According to the test, the paint decreases 15% the pull force of the anchor.
So we finally decided to coat by Cr, which could protect the shell and also keep the magnet has the minimum distance from the shell to ensure the magnetic power would not be cut down too much.
So, it is the balance between the electroplating corrosion resistance and magnetic pull force, we need to find the way best for the product considering its life and cost.
Post time: Aug-24-2024